关于激光焊接,你应该知晓这些...
填丝焊、等离子焊、激光焊——焊接术语的范围和这个技术本身一样广泛多变。激光焊接和激光钎焊是热接缝方法中的两种标准化的接缝工艺。
激光焊接的优势:
① 小区域内选择性的能量应用:降低热应力和减小热影响区,极低的畸变。
② 接合缝窄、表面平滑:降低甚至消灭再加工。
③ 高效的生产工艺,缩短加工周期,速度是传统焊接的8-10倍。
④ 激光焊的操作难度要小的多,特别适用于自动化技术。
⑤ 高强度与低焊接体积结合:焊接后的工件可以经受弯曲或者液压成形。
⑥ 激光束可以不接触工件表面或者不对工件施加力的情况下产生焊点。
激光焊/激光钎焊搭配激光视觉传感器将会对工件焊接的质量、精度、效率大幅度提高。
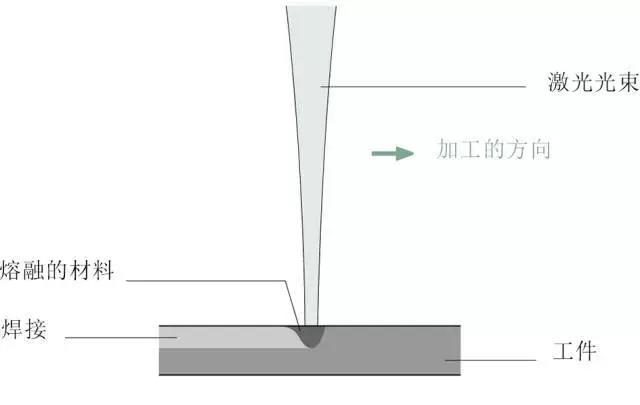
(激光焊示意图)
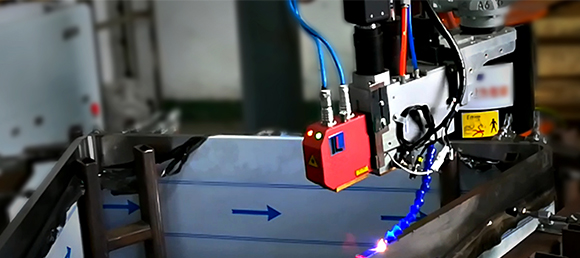
(不锈钢架跟踪激光焊接)
激光焊和钎焊
热传导焊接中,激光束沿着共同的接缝熔化相配零件,熔融材料流到一起并凝固,产生一个不需要任何额外研磨或精加工的平滑、圆形的焊缝。
深熔焊的特征在于高效率和快速的焊接速度,热影响区很小,畸变可控制在最低限度,常用于需要深熔焊接或者多层材料需要同时焊接的应用中。
激光钎焊中,相配零件通过填充材料或者钎料连接在一起。钎料的熔化温度低于母材的熔化温度,在钎焊过程中只有钎料被熔化,相配零件仅被加热。钎料熔化流入到零件之间的缺口并与工件表面结合(扩散结合)。常用于汽车车身加工,比如后备箱盖或者车顶。
如何更好的提高焊接质量
传感器用于检测和调节某些参数,包括工作距离、激光束在接缝间隙的位置、光学透镜调整角度以及填充材料的数量,以保证零件加工过程中的焊接质量,并且检测出劣质的零件。
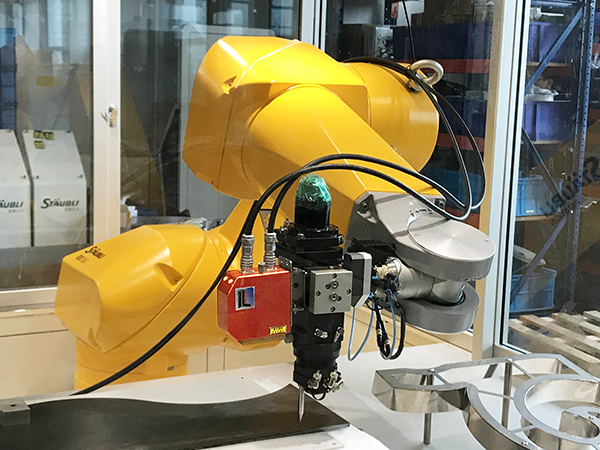
英莱科技自主研发的激光视觉焊缝跟踪系统主要由激光传感器和控制主机组成,激光传感器用于焊缝信息的主动采集,控制主机负责焊缝信息的实时处理,并与工业机器人或焊接专机保持实时通信,具有寻位和跟踪功能,满足智能化焊接的需求。
焊缝跟踪
英莱激光视觉焊缝跟踪系统,具有寻位与跟踪功能,同时检测周期短,响应速度快,因此既能满足高效定位又适合过程矫正。产品在性能、功能和应用上通过了KUKA德国技术中心的测试,成为KUKA机器人系统软件直接支持的全球第四家激光视觉传感器品牌。
同时可适配KUKA、FANUC、ABB、YASKAWA、Panasonic、Kawasaki、Staubli等工业机器人。传感器产品设计精巧,且具有较好的防震设计,激光头满足IP65防护等级。
其中高速传感器系列,专门为适配激光焊接而设计,具有精度高,响应快,稳定性强的优势。
实时监视整个过程
激光视觉传感器与激光焊搭配,对焊接过程监测会更全面。
焊接前传感器位于焊点之前追踪焊缝和定位激光束。焊接中传感器使用照相机检测焊缝,基于相机的系统分析锁眼和焊接池。焊接后传感器检查完成的焊点,确定焊点是否符合质量要求。
传感器依靠程序化的极限值来区别零件的优劣。
激光焊接将变得更容易
激光焊接搭配激光视觉传感器可实现大范围应用。高质量、极小的再加工、低成本效益成为大力推广激光焊接工艺的有力论据。未来激光焊接工艺会变成像激光切割那样成熟。
免责声明:本文系网络转载,版权归原作者所有。但因转载众多,无法确认真正原始作者,故仅标明转载来源。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容!本文内容为原作者观点,并不代表本公众号赞同其观点和对其真实性负责。